
СИСТЕМА ВИЯВЛЕННЯ ПРЯЖІ КІЛЬЦЕПЯДІННЯ



Галузевий досвід
Наразі на ефективність текстильних підприємств впливають головним чином витрати на робочу силу, стан обладнання, бізнес-операції та інші фактори. Процес прядіння є ключовим процесом якості прядильних фабрик, ним важко керувати, і найпрямішою реакцією на його управління є дані про обриви пряжі. Тому головним пріоритетом управління прядінням є виявлення та зменшення обривів. Ми знаємо, що від 30% до 35% обривів спричинені 5% зворотно обертаючимися веретенами. Традиційний метод полягає у виявленні цих 5% дефектних веретен шляхом виїздів, ремонту механіками та відбору проб випробувачами, але є багато недоліків.
Ми розробили систему онлайн-виявлення. Вона може своєчасно та ефективно визначати місце розриву машини та значно покращити ефективність роботи кільцевих рам. Наша компанія прагне надавати передові інтелектуальні послуги з модифікації процесу прядіння текстильних підприємств, пришвидшувати модернізацію прядильного обладнання для підвищення конкурентоспроможності підприємств та докладати всіх зусиль, щоб допомогти користувачам максимізувати прибуток, використовуючи ефективні та інтелектуальні засоби управління виробництвом.
Склад системи
Система в основному складається з пристроїв моніторингу та виконавчих механізмів.
Пристрій моніторингу включає пристрій моніторингу одного шпинделя.
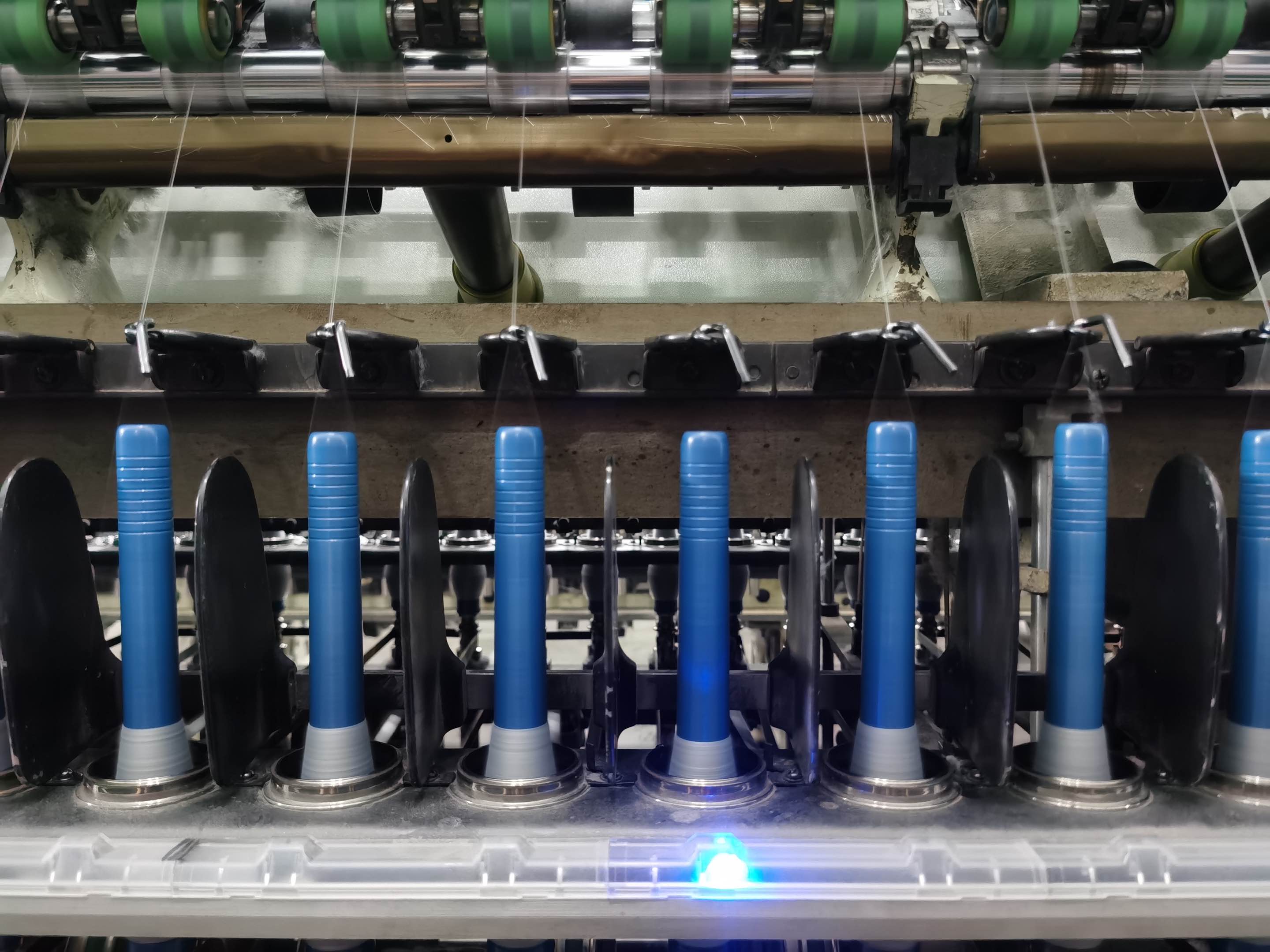
Тактуатори в основному складаються з чотирьох частин: фотоелектричної системи датчиків обриву, пристрою подачі зупинки ровінгу, дисплея контролю кінця шестерні та індикації попередження про обрив кінця. Принципова схема системних модулів показана на малюнку 1 нижче. (Серед них, платформа керування прядінням, інтелектуальна система хмарного прядіння, моніторинг споживання енергії, моніторинг навколишнього середовища, індикація лампи обриву та слабкого кручення вежі, налаштування спандексу, налаштування швидкості всмоктувального вентилятора, налаштування силосу є додатковими модулями, без яких відповідні дані не відображатимуться).
Системні функції
Система моніторингу та управління має функції індикатора та дисплея окремої машини, дисплея кінця шестерні, дисплея майстерні, дисплея головного сервера, дисплея зупинки подачі обриву ровінгу, своєчасного виявлення обриву та точного позиціонування, допомагає зрозуміти ключові моменти якості процесу прядіння, зменшує трудомісткість та відходи, а також покращує якість.
Особливо помітним є те, що система додала систему управління виробництвом для прядіння. Вона може збирати дані з маси даних, створювати різні графічні та текстові звіти відповідно до потреб клієнтів, допомагати технологам та управлінському персоналу фабрики аналізувати, керувати та приймати рішення, а також забезпечувати зручність управління для користувачів.
Система управління виробництвом включає в себе, головним чином, такі функції:
A) Здатний відображати шпинделі з поломками частинок, своєчасно знаходити несправний шпиндель та повідомляти механіка про необхідність ремонту;
B) Немає потреби в ручній перевірці кількості перерв 1000 шпинделів/годину, а перерви для зняття можна переглядати онлайн у будь-який час;
C) Немає потреби в ручному копіюванні виходу продукції кожної зміни, система генерує його автоматично;
D) Може відображати швидкість шпинделя, уникати низькошвидкісного шпинделя та зменшувати слабке кручення;
E) У будь-який час можна перевірити різновиди прядіння та стан машини для планування різновидів;
F) Можливість бачити роботу та швидкість роботи всіх машин;
G) Можна бачити співвідношення швидкості та інших параметрів у будь-який час і оптимізувати швидкість.
Системні функції
Система моніторингу та управління кільцевою рамою є інформаційним та інтелектуальним засобом. Вона може записувати всі дані та робити роботу більш відкритою та прозорою, тим самим допомагаючи управлінню групою майстерні та надаючи підприємству наукову основу для прийняття рішень та оптимізації процесу. Система має наступні очевидні характеристики.
A) Між кожним датчиком немає дротового з'єднання. Пряме введення.
B) Фотоелектричний (або електромагнітний) зонд має переваги точності та чутливості, зонд невеликий, відстань встановлення між зондом і кільцем велика, і не впливає на з'єднання ниток та заміну бігунця.
C) Пристрій подачі з зупинкою ровінгу підходить для паралельних та V-подібних креслярських форм. Він використовує гнучке підключення модулів, не потребує додаткових ліній електропроводки, автоматично визначає положення шпинделя, має просту структуру та зручне встановлення та обслуговування. Чутливість пристрою зупинки ровінгу становить 4 секунди.
D) Кожен комплект з екраном та інтерфейсом людина-машина надає швидкі інструкції з експлуатації для працівників та механіка.
E) Дизайн з функцією Wi-Fi для майбутнього віддаленого обслуговування, стабільного бездротового з'єднання ноутбуків та мобільних телефонів.
Значення модуля моніторингу поломок
Модуль виявлення поломок системи в основному відображається на лампі та дисплеї. Різні категорії дисплеїв мають різні значення. Деталі наведено нижче у формі 1.
| Позиція | Категорії | Наслідок |
| Положення шпинделя | Синє світло підморгує | перерви |
| Підморгування червоним світлом | вина | |
| Червоне світло увімкнено | Слабкий поворот | |
| Фіолетове світло підморгує | Датчик закритий | |
| лампа | Зелене світло горить | 1-4 перерви |
| Жовте світло горить | 5-9 перерв | |
| Червоне світло увімкнено | 10-24 перерви | |
| Підморгування червоним світлом | Перерви вище 25 | |
| 2 кольори поперемінно підморгують | Попередження про чернетку/помилка материнської плати | |
| Дисплей | Літера b+цифра | Кількість перерв |
| Літера E+цифра | Слабка кількість скручування | |
| Літера F+цифра | Кількість несправностей |
Основні технічні параметри адаптованої машини
Система моніторингу адаптована до 2 параметрів, наведених нижче, інші параметри налаштовуються відповідно до вимог.
| Ні. | Елемент | специфікація |
| 1 | Підходить для виду пряжі | 14-100s бавовна та суміш тканин |
| 2 | Кількість шпинделів | Коротка рама, довга рама |
| 3 | Тип складання | паралельне та V-подібне креслення |
| 4 | Калібр шпинделя | 68,75 мм, 70 мм, 75 мм |
| 5 | Діаметр колиски вала | 28 мм, 40 мм |
| 6 | Тип кільця | Площина, конічна |
| 7 | Номер шпинделя | З кінця шестерні (лівий/правий) у порядку |
Технічна специфікація системи
Система може здійснювати інтелектуальний онлайн-моніторинг у режимі реального часу. Її принцип роботи та робоча схема наведені відповідно у таблиці 2 та таблиці 3.
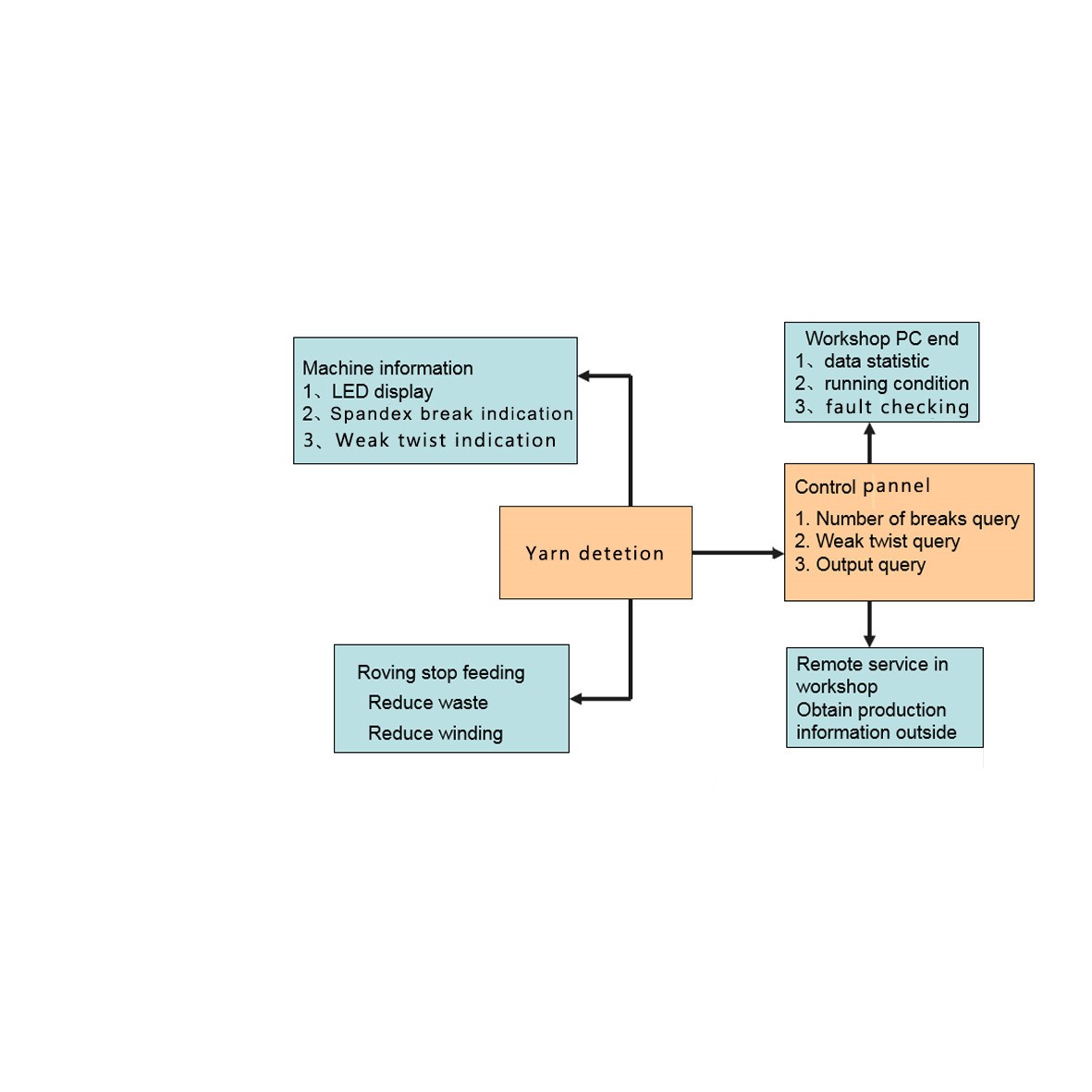
Принцип роботи системи виявлення пряжі
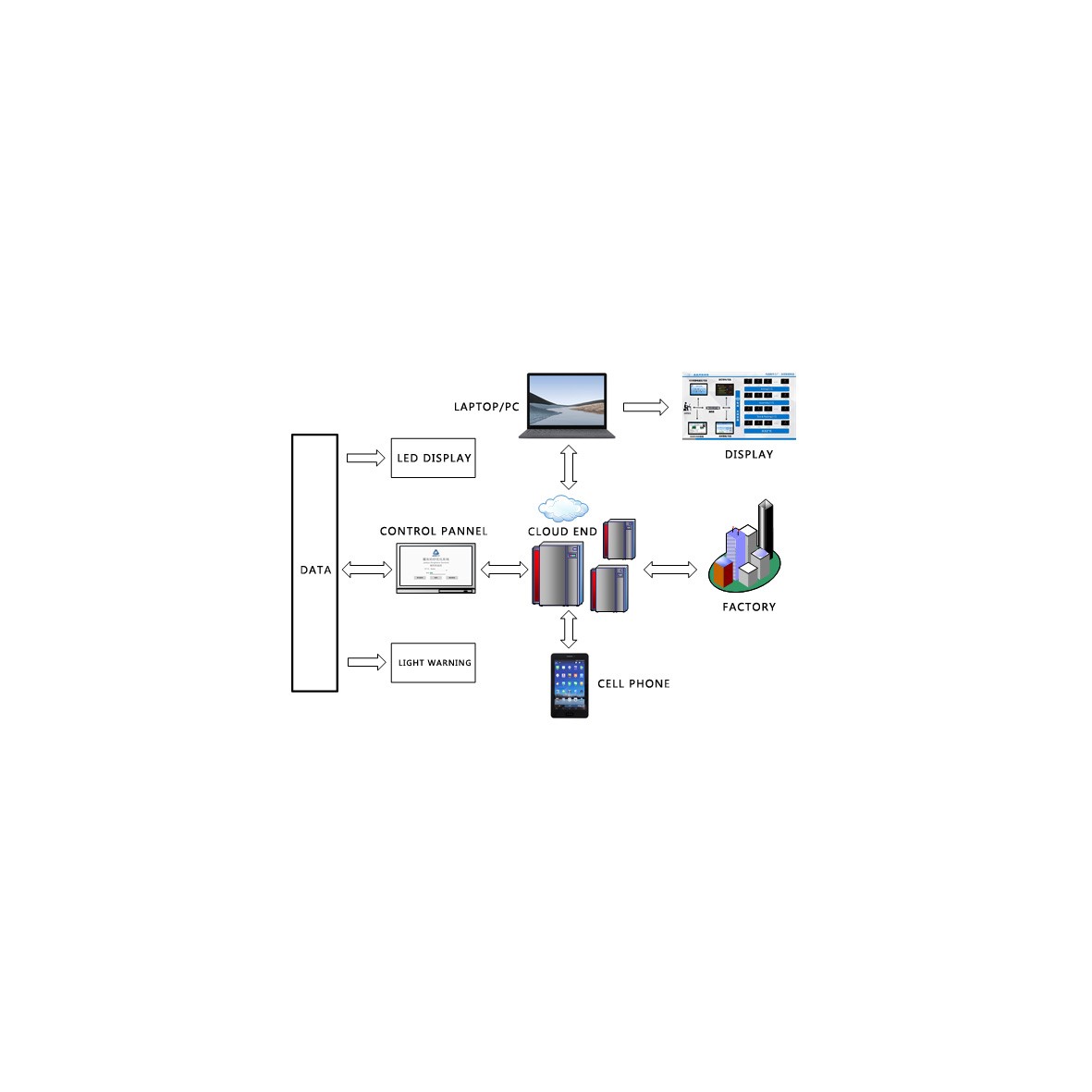
Схема роботи системи виявлення пряжі
Система моніторингу прядильної машини є інтелектуальною, інформативною та легкою. Її основні технічні характеристики наведено в таблиці 2 нижче.
| Елемент | Зміст | Система моніторингу одного шпинделя JADEYO 2.0 |
| Апаратне забезпечення | Продуктивність датчика | Фотоелектричний, магнітний |
| Специфікація сенсорної плати | 24 шпинделі 0,7 кг | |
| Тип кінцевого користувача | Підтримка ПК, мобільних телефонів, ноутбуків, браслетів тощо. | |
| Зупинка для пересування | Одночасно, коли трапляється перерва | |
| Контроль чернетки | Відображення діаметра ролика, поточної швидкості | |
| Моніторинг виробництва | Відображати вид пряжі, швидкість виробництва, довжину, вихід, час зняття тощо. | |
| Кількість перерв/1000 шпинделів/годину | Перевірка швидкості шпинделя в режимі реального часу та випадків торцевих обривів/1000 шпинделів/год | |
| Аналіз перерв на зніманні | Перевірка швидкості шпинделя та кількості перерв в режимі реального часу / 1000/годину кожного знімання | |
| Сигналізація кінцевих розривів | Датчик мигає, контролер кінця шестерні показує положення гальма, а на дисплеї відображається кількість гальм | |
| Легкий поворот | Датчик увімкнення може онлайн перевіряти швидкість шпинделя, кількість обривів | |
| Шлях передачі | Легке встановлення інтегральної плати | |
| програмне забезпечення | Мережева взаємодія з іншими пристроями моніторингу | Багатомашинна мережа може формувати мережу моніторингу обертання та торцевих обривів. |
| Використання таблиці параметрів | Існуючі звіти можна коригувати відповідно до потреб, а пізніше налаштовувати для розробки та налаштування нових звітів. | |
| Обмін даними | Дані повністю відкриті, інтерфейс даних підтримує Ethernet, сумісний із системою управління виробництвом HMES, системою планування ресурсів ERP, офісною системою OA тощо. | |
| Оновлення функцій програмного забезпечення | Може бути розроблений знову та мати функцію розширення | |
| Стандарт якості | Виявлення всіх шпинделів в режимі реального часу | Точно без дезінформації |
| Добова частота відмов детектора зонда та інших електричні компоненти | У межах 1/10000 термін служби становить понад 10 років |





