
компактне обертальне перетворення









Компактний принцип обертання
Мета компактного прядіння полягає в тому, щоб розташувати волокна повністю паралельно та близько одне до одного, тим самим усунувши трикутник прядіння. Таким чином, таке близьке та паралельне розташування волокон перед скручуванням може покращити структуру пряжі, механічні та фізичні властивості, а також міцність пряжі. Коротше кажучи, компактне прядіння полягає в ущільненні волокон пряжі від точки виходу переднього верхнього валика.
Наш компактний пристрій призначений для забезпечення тісного розташування волокон від точки затиску пряжі (передній верхній ролик) до кінця скручування шляхом встановлення таких пристроїв, як трубка негативного тиску, сітчастий фартух та коробка передач, що може усунути трикутник прядіння.
Компактний принцип обертання
* Значно зменшена ворсистість: значення Uster H до 30%, Zweigle S3 до 80%
* Значно покращена міцність: на 10-20% вища
* Менша нерівномірність пряжі та нижчі значення IPI: до 35%
* Більше подовження: на 10-15%
* З меншою крученістю (до 10%) за тієї ж міцності пряжі продуктивність збільшується
* Зниження рівня поломки кінців до 60%, що підвищує ефективність машини (та ж швидкість і кручення)
* Менше утворення мух сприяє кращим робочим умовам
Збільшена швидкість намотування
* Одношарова компактна пряжа може замінити звичайну двошарову пряжу
* Продуктивність машин для основоробки та в'язання збільшилася на 10-15% завдяки вищій міцності;
* Зменшення витрати апретувальних хімікатів завдяки меншій кількості виступаючих волокон;
* Збільшення ефективності ткацького верстата з меншою кількістю ворсистості та зменшення утворення мух;
* У готових виробах менша схильність до утворення катишок, кращий дотик, блиск тканини
* Покращено поглинання барвника завдяки низькій крученості пряжі, потрібно менше барвника (до 5%).
* Економія сировини – менше стружки від гребінця до 6%
Компактна система креслення на пневматичному верхньому кронштейні
| Частини креслярської системи | |
| Щоб встановити кронштейн на роликову стійку, ретельно просвердліть отвір у роликовій стійці. Цей кронштейн призначений для кріплення компактної всмоктувальної трубки. | 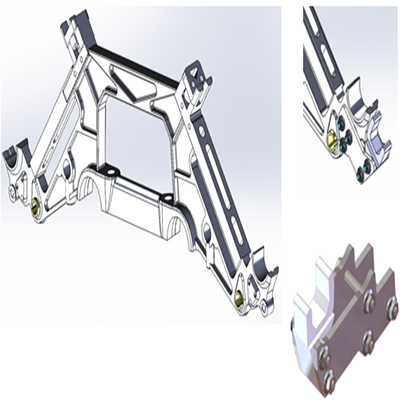 |
| Компактний відлам встановлений на верхньому важелі машини з пружинним або пневматичним приводом. | 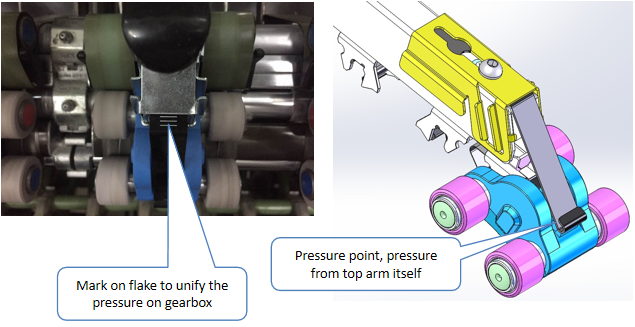 |
| Коробка передач з гумовими опорами. Ми знімемо передній верхній ролик машини та встановимо знизу компактну коробку передач. | 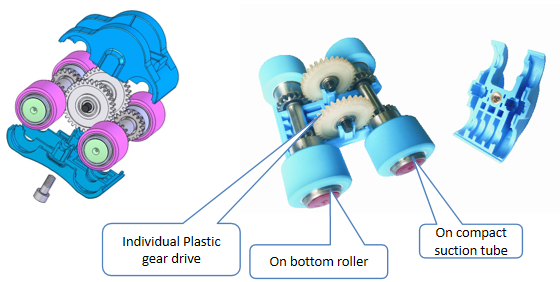 |
| Всмоктувальна трубка з натяжним стрижнем та фартухом | 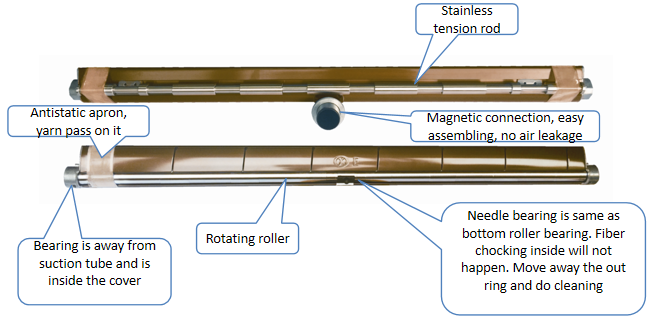 |
| Оригінальна флейта Pneumafil буде замінена на нашу. | 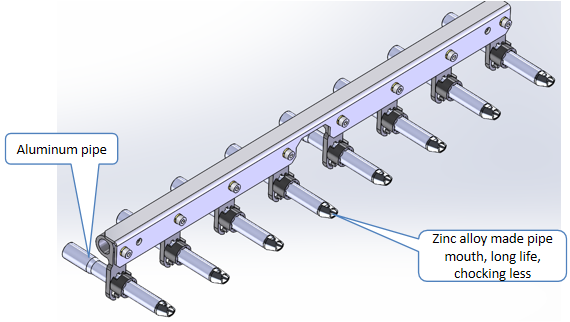 |
| Компактна система всмоктування (Всмоктувальний двигун та вентилятор створюють негативний тиск для ущільнення пряжі. Щодо компактної системи всмоктування, ми можемо розробити її відповідно до розташування машини та схеми виробництва. Тут ми наводимо деякі пропозиції для довідки). | |
| Пропозиція системи всмоктування 1 | 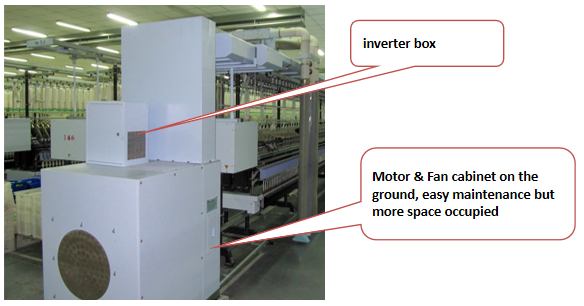 |
| Пропозиція системи всмоктування 2 | 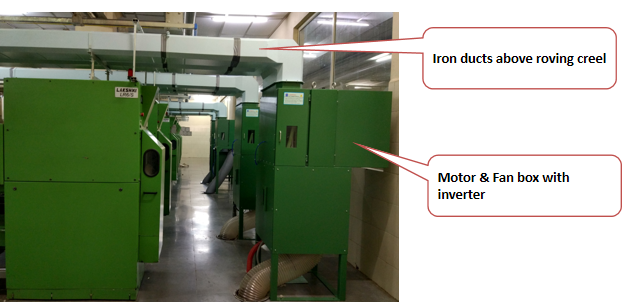 |
| Пропозиція системи всмоктування 3 |  |
| З'єднання труб | 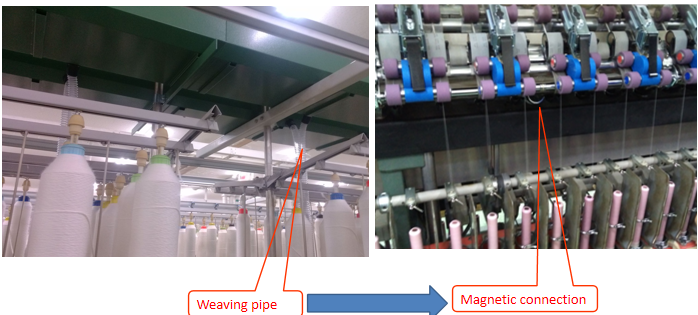 |
| Система збору відпрацьованого волокна. Негативний тиск повітря безпосередньо пов'язаний з якістю пряжі. Якщо тиск падає під час прядіння, якість пряжі буде поганою. Як підтримувати рівномірний тиск для кожного веретена? Ми пропонуємо автоматичну систему скребкування. | 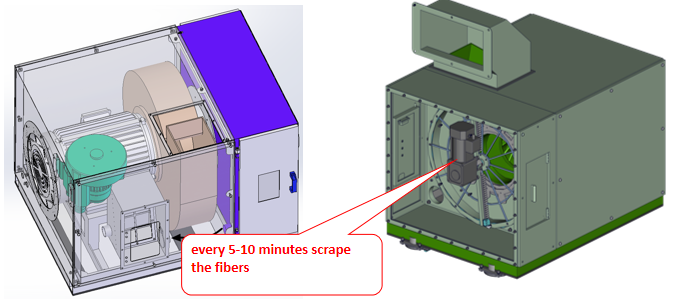 |
| Манометр тиску всмоктування повітря у повітропроводі з індикатором тривоги |  |
Графік технічного обслуговування кардної бавовни 20-го класу:
1. Щоденна перевірка будь-яких пошкоджень ліжечок, засмічення пневматичної жолоби, засмічення пазу трубки негативного тиску;
2. Очищати трубку негативного тиску раз на 7-10 днів;
3. Полірування ковдр необхідно проводити раз на 45 днів (залежно від якості пряжі) та підтримувати однаковий коефіцієнт натягу;
4. Повне очищення машини необхідно проводити раз на 30 днів;
5. Під час повного машинного очищення торцева кришка повітропроводу повинна бути відкрита, а компактний двигун слід запускати вручну для очищення повітропроводу;
6. Якщо трапляється будь-яке притирання, будь ласка, очистіть його вчасно.
Споживання енергії
| 1824 шпинделя/ Машина | потужність двигуна | Інвертор ABB | споживання енергії/шпиндель | від'ємне значення паза трубки |
| Компактний для одинарної пряжі | 22 кВт/60 герц
| 22 кВт | 7-8 тижнів | 2,5-2,8 кПа |
| Компактний для пряжі siro | 22 кВт/60 герц | 22 кВт | 8-9 тижнів | 1,6-1,8 кПа |





